Introduction
The chemical industry has used continuous production techniques for quite a long time, but it is only recently that flow equipment has become available for use at a laboratory scale, especially in the pharmaceutical industry. The flow processes established in the lab can now be readily transferred to the production facilities and scaled up for commercial use without substantially altering reaction conditions1-3.
Flow processes are gaining high visibility across pharmaceutical companies for various reasons4. One predominant reason is the economics of running the batch processes versus the flow process.
Flow processes are generally well established in the manufacturing of commodity chemicals. On the other hand, batch processes are mostly used in the pharmaceutical industry. Flow processes offer broad advantages such as significant heat and mass transfer, superior inherent safety, flexibility, reproducibility, energy efficiency, high reactor throughput, fast and effective mixing, low footprint, in-line with automation, and low operating cost5.
Batch and Continuous Process: A comparison
| Batch Process | Continuous process |
|---|---|
| • Traditional/classical method of developing chemistry | • Relatively new in pharmaceutical and fine chemicals |
| • Relatively larger installations | • Generally smaller installations |
| • Changes occur in concentrations of the material over time | • Condition of the materials is constant over time |
| • Everything loaded in one shot, and product removed in one go | • Constant feeding of material over time |
| • Simple control instrumentation | • Sophisticated instrumentation |
| • Shut-down is quite often | • Shut-down is rare |
| • Labour intensive | • Not labour intensive |
| • Limited production quantity is | • Unlimited production quantity |
| • Key factors: Concentration, Mixing, Temperature, reaction time | • Key factors: Mixing, Temperature, reaction time, pressure< |
Flow processing has repeatedly demonstrated that chemical production is safer, more reproducible, and scalable while offering reduced cost and having a low environmental impact. Flow processes are also more energy-efficient with precise control over reaction conditions leading to less waste and environmental impact and following green chemistry principles6.
Advantages of continuous flow process over classical batch process
| Continuous flow process | Classical batch process |
|---|---|
| • Faster reactions: Reduced reaction times down to ~ 1 min in some cases | • Less energy, solvent, and reagents consumption |
| • Safer reactions | • Efficient waste management |
| • Fast and efficient mixing | • Better control of highly exothermic reactions |
| • Superior heat and mass transfer– control over exothermic reactions | • Safer to manage very high pressure and temperature reactions |
| • Inherently safer– reduced reactor volumes; containment of hazardous substances | • Ability to manage highly toxic and corrosive reagents |
| • Safe processing of dangerous and unstable intermediates | • Rapid reaction optimization: easy scale-up |
| • Access to more significant reaction conditions space | • Miniaturization |
| • Reproducibility – better process control resulting in higher reaction yields and product purities | • Reduced capital and maintenance costs i.e., low cost-of-entry |
| • Integrated in-line analysis and automation. | • Reduced energy usage and operating costs |
| • Unlimited scalability – high reactor throughput by continuous processing; reactor scale-up by numbering- reactor units |
By way of example, for every kilogram of a fine chemical produced by the pharmaceutical industry, 5-100 times of chemical waste is being generated7. This unacceptable inefficiency with the present day, large scale batch production of chemicals, is what is driving the adoption of innovative, resource-efficient flow chemistry alternatives in chemical manufacturing.
While work is going on in full swing to transform batch chemistries to flow processes at the academic level, quite a high demand is building up across industries as well. In recent years, flow chemistry has become a viable alternative to traditional batch chemistry, with a six-fold increase6 in publications featuring micro and meso reactors.
However, the literature supporting the transformations are more about running the experiments without discussing engineering concepts such as kinetics, mixing, dispersion, and residence time distributions. Similarly, numerous companies have also launched flow process development kits for quick and easy development of strategies, without having any meaningful insight into the reaction or its suitability. An effort towards understanding these concepts is imperative, in order to successfully move from traditional batch chemistry to flow chemistry .
Here is a glimpse of the estimated market for flow chemistry based on various surveys.
- Flow Chemistry Market to hit $ 2 Bn by 2024– Global Market Insights, Inc.
- Flow Chemistry Market size would be worth $2.39 Billion by 2025, CAGR: 9.9%–Grand View Research, Inc.
- Asia Pacific is expected to witness a CAGR of over 11% from 2016 to 2025 due to rapidly growing investment in pharmaceutical and chemical manufacturing in China and India–Global Market Insights, Inc.
Flow reactors for continuous flow processing
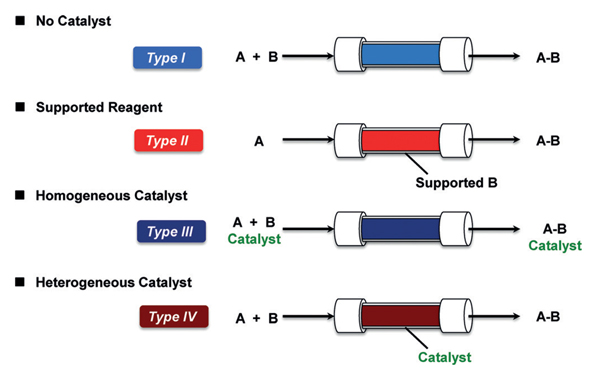
Flow reactors for continuous flow processing are typically tubular, packed bed, or microfluidic chip-based systems, where reagents are introduced at different points into the tube in a continuous stream8. The smaller tubes and built-in automation offer well-defined temperature, pressure, and reaction times– thereby achieving desired product profiles. With this, initial capital outlay is reduced, compared to traditional batch reactors, and scale-ups can be achieved by running identical parallel channels, making flow chemistry a viable manufacturing approach for small and niche manufacturers.
Reactor’s characterization such as flow patterns, become essential to decide reactor performance. There are specific literature methods to characterize the flow reactors whether it is plug flow, CSTR (Continuous stirred tank reactors), fluidized bed reactor, or packed bed reactor10-12.
Generally, there are two classes of reactors – one which is entirely mixed and another that is completely plug flow . Residence time distribution (RTD) studies performed to characterize the reactor types, estimate the deviation from the reactor’s ideal behavior under flow conditions. All reactors fall somewhere between mixed and plug flow. The reasons range fromstagnation, recycling of the fluid, channeling of fluid, temperature difference, to inadequate mixing with the reactant streams and axial dispersion patterns13.
As a first approximation, one should establish a model around each reactor to prove the performance using the characteristic information defined in the literature. This would help us realize the ineffective contacting, mixing, and lowering in performance in a real scenario as compared to an ideal case. The RTD only provides characteristic information to estimate the degree of mixing and opportunities required to improve performance through the reactor’s design13. Nevertheless, the RTD studies can still provide essential information around the gaps and opportunities to improve the process from an equipment perspective. In general, the shortfalls could be around the channeling, recycling of the fluid, stagnation, and dead zones within the reactor10.
Conclusion
Various dimensionless parameters have been discussed in literature11,13 to support studies and develop correlations to understand performance behaviour of these reactors. Defining the objectives at the beginning of the flow process development, will enable scientists develop and demonstrate a successful process transformation and realize the benefits of continuous flow chemistry.
To know about our Chemical Development services, please click here
References:
1. Fell, N., & Ramshaw, C. (1998). Innovation offers a new spin on drug production. Chemical engineer (London), (656), 23-25.
2. Gibbard, I. (1998). Spinning Disk Reactors. New Opportunities for the Chemical Industry. In Proc. Intensif.: Profits for the Chem. Ind., Rotterdam, Netherlands Agency for Energy and the Env., Sittard, The Netherlands (May 1998).
3. Oxley, P., Brechtelsbauer, C., Ricard, F., Lewis, N., & Ramshaw, C. (2000). Evaluation of spinning disk reactor technology for the manufacture of pharmaceuticals. Industrial & engineering chemistry research, 39(7), 2175-2182.
4. Jensen, K. F. (2001). Microreaction engineering—is small better?. Chemical Engineering Science, 56(2), 293-303.
5. Anderson, N. G. (2001). Practical use of continuous processing in developing and scaling up laboratory processes. Organic Process Research & Development, 5(6), 613-621.
6. Li, C. J., & Trost, B. M. (2008). Green chemistry for chemical synthesis. Proceedings of the National Academy of Sciences, 105(36), 13197-13202.
7. Souza, J. M., Galaverna, R., Souza, A. A. D., Brocksom, T. J., Pastre, J. C., Souza, R. O. D., & Oliveira, K. T. (2018). Impact of continuous flow chemistry in the synthesis of natural products and active pharmaceutical ingredients. Anais da Academia Brasileira de Ciências, 90(1), 1131-1174.
8. Klose, F., Wolff, T., Thomas, S., & Seidel-Morgenstern, A. (2003). Concentration and residence time effects in packed bed membrane reactors. Catalysis today, 82(1-4), 25-40.
9. Kobayashi, S. (2016). Flow “fine” synthesis: high yielding and selective organic synthesis by flow methods. Chemistry–An Asian Journal, 11(4), 425-436.
10. Plugatyr, A., & Svishchev, I. M. (2008). Residence time distribution measurements and flow modeling in a supercritical water oxidation reactor: application of transfer function concept. The Journal of Supercritical Fluids, 44(1), 31-39.
11. Carpenter, N. G., & Roberts, E. P. L. (1999). Mass transport and residence time characteristics of an oscillatory flow electrochemical reactor. Chemical Engineering Research and Design, 77(3), 212-217.
12. Bolin, B., & Rodhe, H. (1973). A note on the concepts of age distribution and transit time in natural reservoirs. Tellus, 25(1), 58-62.
13. Garcia-Serna, J., García-Verdugo, E., Hyde, J. R., Fraga-Dubreuil, J., Yan, C., Poliakoff, M., & Cocero, M. J. (2007). Modelling residence time distribution in chemical reactors: A novel generalized n-laminar model: Application to supercritical CO2 and subcritical water tubular reactors. The Journal of Supercritical Fluids, 41(1), 82-91.